


„5 Whys?” – case study within mining industry.
The plant processing aggregates sought opportunities to reduce manufacturing costs. This was carried out for the following analysis.
Stage 1
After analysis (P&L analysis, value stream map, process map, Pareto principle), the areas with the largest shares in the operating costs were identified:
 Stage 2
Stage 2
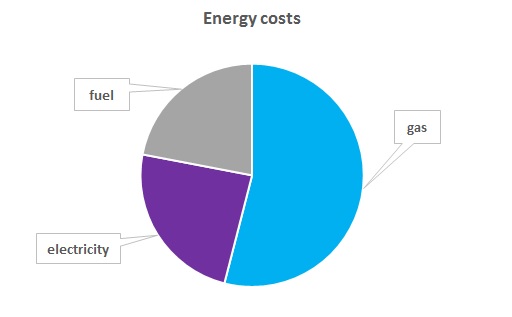
The first area that was subjected to observation was energy costs, identified in Stage 1 as the highest costs to the plant. The following chart presents the distribution of energy costs:
Stage 3
In the subsequent stage, current levels of gas consumption were taken into account. During the Lean search for process waste (the gemba), a number of factors effecting the current level of gas consumption were observed:
- Irregular starting of the drying machine by workers,
- Noisy work of one drying machine,
- No effective communication about temperatures in the drying chamber,
- Each worker conducted the drying process according to personal experience
- Goods for drying were selected by the workers chaotically, according to their experience.
- The storage bunker was not always full: drying tape was used without any content.
- Regular replacement of the drying machine’s bearings, resulting in machine idleness.
Stage 4
The factors described above were subjected to further observation. This stage was now directly about the participation of production workers. For example, in the observation “Irregular starting of the drying machine by workers”, the workers were seen to be continuously working to have full silos, so that they could load the client’s car on time.
Stage 5
Knowing the main cause, as identified by the Stage 4 observations, consultation with workers and experiments confirming these observations were conducted. In this way, a set of causes was determined:
- Low efficiency of the drying machine,
- Lack of information on silos’ capacities (70t +/– 10%),
- Lack of silos for different types of goods,
- Variable efficiency of the drying machine, due to differing parameters of the same materials being dried (humidity, density),
- Lack of a fixed procedure for how they should work.
Stage 6
Further observation and experiments were carried out to determine the causes of the Stage 5 observations.
For example, for No. 1, “Low efficiency of the drying machine”, factors affecting its performance were verified:
- The amount of material to be dried that is passed through the input feeder,
- The temperature in the dryer,
- The level of material loss in the dryer.
As a result, it was established that:
- The input feeder passes less material than it should do, per cycle,
- The temperature in the dryer is consistent,
- The level of loss is consistent.
Stage 7
The root causes from Stage 6 were also investigated. For example, an inspection of the feeder was carried out, which showed that only 3 of its 8 drive springs were working properly.
Stage 8
Remedies for the root problems disclosed in Stage 7 were devised, including both temporary and preventive remedies. For the example, for the feeder:
Temporary: The worn-out springs were replaced at a cost of PLN 2,200,
Preventive: A periodic check of the springs’ condition was introduced within the regular maintenance schedule.
For the other problems:
- Standards for starting the dryer were developed based on customers’ daily demand and silo capacities,
- Standard specifications for incoming goods (humidity, density) were introduced, with conditions created to obtain them (a drip tank),
- Experimental measurements of the silos were made, including for loading and unloading (instead of, for example, using laser measurements),
- A new works procedure was introduced.
Introduction of these changes took place with the 100% support of the workers, saving them 27% working time.
Reductions to gas costs through operational activities totalled 23%, which with the increase in tonnage, amounts to a total decrease in facility costs of 4.77%, excluding profits from the greater availability of goods, and better quality and recovery time of the workers. Additionally, further increases in financial liquidity were analogously obtained through analysis of other cost elements.
Conclusions:
The above example shows how to analyse and solve problems in the Lean spirit by:
- Asking the question ‘Five times ‘Why’?’, step by step, to discover root causes, without undertaking any countermeasures until the problem is thoroughly understood. It alows to solve the problem ‘once and for all’. We usually surprisingly discover the relationship between financial liquidity and faulty springs in the dryer’s input feeder.
- Working continuously with the workers involved in the process. The adventage of the approach is that all solutions are agreed upon, and thus durable. Additionally we develope our workers’ passion and ability to solve problems independently using Lean methods.
- Experimenting – confirming hypotheses quickly and in an indisputable way, instead of lengthy theorizing and controversial conclusions.









Leave a Reply