

Improve what upsets you.
My favorite definition of lean management is the definition of American entrepreneur Paul Akers: ”Fix what bugs you.” To me, it reflects the essence of lean: common sense and action. Often while observing lean implementations or reading studies, I notice excessive formalization and attempts at by-the-book implementation. Point by point, tool after tool.
At the declarative level, we are all champions. I am too. But when it comes to action, it’s much worse. The creator of the Toyota Production System, Taichii Ohno, described it with a sentence: „All we do is look at the timeline from the moment when the buyer places an order to the moment when the payment reaches our account. Then we reduce the time by reducing any unnecessary activities we perform during this period.”
Achieving this goal does not mean devising Napoleonic plans and annual budgets, investment plans or development concepts. It begins and ends with solving small things, fixing what annoys us every day, and not with indicators on an Excel spreadsheet.
This is lean. This is the only way to go forward. It is hard to quit smoking overnight, stop eating sweets or start running every day. It’s easier to start with one cigarette less, running once a week. If we succeed and we see positive effects, it’s time for the next step. It is similar with lean. At first, it is difficult to understand lean principles, which say that storing aggregate dumps, overproduction, long conveyors, multiple screens or a set of haulers and loaders constantly reorganizing our storage space are wastefulness. It is not easy. It also took me a lot of time. It was only when I realized the incredible advantage over competition that can be achieved that I dedicated myself to lean. Today, I’ll talk a little about one of the main pillars of Lean, namely about the standard.
Standardize and solve problems:
In order to move forward, we need to identify waste and problems. Lean suggests standardization. One of the components of the standard is the time of execution of a specific operation. Let’s measure the times of the cycle together with the operator: that is, the time from the start to the end of the operation. The measurement should not be performed just once, but e.g. throughout the entire shift. For example, the course from the mining spot to the feed tray: the cycle times can be the following:
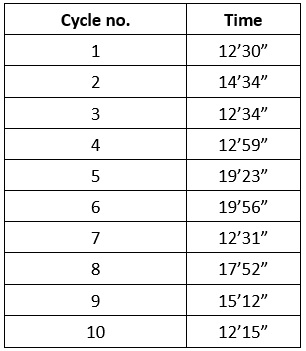
Table 1. Cycle times in minutes for the transport of excavated material to the feed tray.
We can see how the times differ. The best time is almost 40% better than the worst. We don’t choose it, however, as the new standard: it occurred one time, which is too rarely. However, let us note that half of the transits took less than 13 minutes. This means that such a result is very much possible, and we choose this time to be our new standard of 13 minutes.
This means that in the remaining cases something occurred which caused the operator a problem. Our task is to understand the problem and solve it. However, we do not limit ourselves to just talking with the operator at the end of the shift, or on the next day. In return, we ask him to write down in the table the problems that prevented him getting the job done in 13 minutes, soon after their occurrence.
An even better solution is a joint ride with him through the entire shift and identifying his (and thus our) problems by ourselves. Here I must mention the main premise by which we should be guided in our observation: the desire to understand the process in conditions closest to those of everyday work. We don’t do this to test the employee. It is a huge difference when it comes to the attitude towards improving.
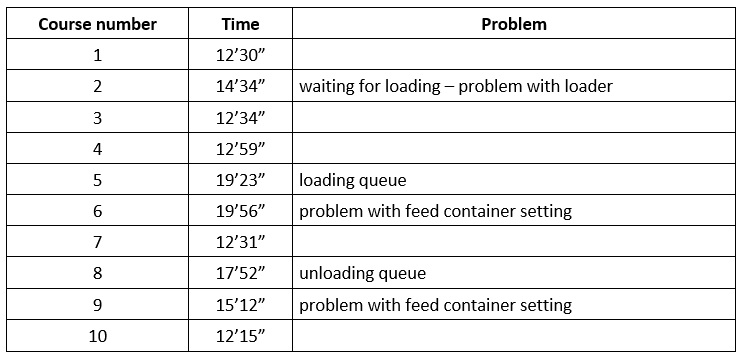
Table 2. Cycle times with observed problems.
We’ve made a list: the list of problems to solve. Our next task is to thoroughly understand and solve them. The same thing can be repeated for any activity or process at the aggregate plant. Standardization allows us to change our attitude of „focusing on doing” to „focusing on improvement”.
With each cycle, the operator will pay attention to the encountered problems, while his list of problems will, in return, put pressure on us – as superiors – to remove them.
Standardize and visualize.
Problems at any plant, also at aggregate plants, often have one thing in common: they are hidden. Lean puts great emphasis on visual management, so that one can immediately assess if a process is going well. Visualization can be done on a micro scale: e.g. designating the adequate indication range on the pressure gauge dial with the color green, and the remaining with red. Then we can immediately see when the indications of the pressure gauge inform us about a problem. Visualization at the macro level is, e.g., a big clock at the feed, indicating the time that has passed since the last unloading; or marking the route of loaders at loading points with brightly colored cones. Then we can immediately see when the time has been exceeded, or if the transit route has been observed. Visual management helps to keep defined standards and to immediately respond to problems in the process.
Standardize: respect and motivate.
According to lean and psychology (Frederick Herzberg), employee empowerment is one of the strongest motivators. Empowerment means giving the worker the possibility to make decisions regarding the process and creating adequate conditions for them to understand their work.
At one of the plants where I worked, the task of the operators was to measure the parameters of aggregate 3 times during a shift. These results were saved in a computer. During the first shift, they served the quality manager as help in making decisions concerning quality classification of the product obtained during the shift.
It was a typical reactive action that caused big losses: no one responded to problems immediately, but often with several hours of delay! Additionally, these measurements had to be performed in the laboratory building – a few hundred meters from the conversion line. This meant that the operator had to cover the distance 3 times during the shifts. What is even more important: during the test, the production process was left unattended. It’s easy to imagine the operators’ attitudes toward this task.
To sum up, the operator:
- a) performed actions that were physically and mentally taxing;
- b) did not understand the benefits and importance of these operations;
- c) did not see the connection between his/her work and the research.
We changed it.
The measurement station was moved significantly closer to the production line. Together with the operator we defined the relation between the process and the test results. Thanks to that, we were able to understand what the results meant and how to react to them. Then, clear standards of conduct were introduced.
And, most importantly, the operator was given complete control over changes to the conversion line made depending on the test results. Thus, the action „fixed line parameters – various test results” changed into „variable line parameters – fixed tests results.”
The financial profit achieved by producing only compatible products was not to be underestimated. The fact of increased worker’s motivation was perhaps even more important in the long run – he was no longer a machine performing incomprehensible actions, but the owner of the process. Finally, the frequency of the tests was increased to 6 per shift, while the duration of the test was decreased by a factor of 4.
Only an employee who knows what exactly is demanded from them (defined standards, not just ‘work well’) and who has a real influence on achieving these goals (empowerment, right tools) will contribute to the improvement of the company’s performance and will feel respected – a pillar and the main principle of lean.
Standardize and clean up.
Almost 100 years ago Henry Ford, who was also the owner of quarries and mines supplying silica and ore to his factories, wrote: „One thing – this quarry is clean and the crushing plant is clean. This is another of our absolute rules – every operation must be cleanly performed, and if some of the machines tend to create dust – and crushers do – then they must be sealed and equipped with dust draining devices. It is not right to expose men to dust (…). We cannot afford to have dirt around – it is too expensive.”
Clean space is one of the standards that we should introduce. If it could be done 100 years ago, it can be done now. Cleanliness at the plant is not only an expression of respect for our employees, but also a great opportunity to release people’s potential and to signal problems.
It’s not about cleanness in itself but about the following facts:
- Introducing cleanness to our plant will require tens or hundreds of ideas how to prevent dirt and mess. This will, in turn, directly affect performance and quality at our plant, since maintaining cleanliness will require reducing many unnecessary actions, improving machinery condition and producing good products the first time round, as well as reducing warehouse space.
- Cleanliness will help us quickly notice problems (leaks, spills, vibration, too fast / slow work, etc.).
- We will regain space and time spent searching for parts and tools will be reduced.
It is important not to implement 5S: let’s just tidy up the plant and keep it clean.
Standardize and do not reinvent the wheel.
- Do your workers work similarly each shift performing the same processes?
- How many best methods are there to perform a particular activity?
The answer to question b) is obvious: there is only one best method. There are many ways, but only one is the best. If so, why not use it and avoid a situation where the answer to the first question will be a no.
All we need to do is compare the work of operators during different shifts, choose the best and most efficient, and make it a standard – and voilà! The result is improvement of efficiency and quality just because the way of working already discovered by one of our employees was made a standard. There is no greater waste than not using it.
One of my favorite examples, which I cited in the previous article, is the case of grab excavator drivers, where the more experienced operator performed his work 7% more efficiently than less experienced one, simply by eliminating redundant activities and not working any harder. Here is the standard for this example:

Table 3. Measurements of the grab crane excavator for two different operators.
It was enough to convey the working method of an older colleague to the less experienced operator and we are 7% ahead. That is all.
Standardize yourself: the leader.
The last but indeed the most important thing that we can standardize are our (supervisors’) relations with the operators. A good example would be communicating to the employees that they can report problems and we will take care of them. Such statements are declared repeatedly, but it often ends up with putting subordinates off or postponing decisions and implementations. In the end, no one reports any problems or ideas to us. Therefore, let’s standardize this process.
 Table 4. The standard of the process of reporting ideas to the Head Manager of the plant.
Table 4. The standard of the process of reporting ideas to the Head Manager of the plant.
Let there be a checklist on the door of our office, in which the workers will be able to select ‘X’ and ‘V’ saying whether we follow our standards. Table 5. Checklist of the process standard of reporting ideas to the plant manager.
Table 5. Checklist of the process standard of reporting ideas to the plant manager.
The checklist will also put pressure on us and will clearly show our subordinates that we really care about the lean change, and that we want to leave the competition far behind or continue instead of being satisfied with a 5% margin.










Leave a Reply