


Make your process (one piece) flow!
One piece flow is the basis of lean philosophy. Transition to working in this system provides you with an immediate performance boost of at least 20% (from my experience) and reduced manufacturing costs. It is almost like a magic spell, yet only available to those who are not afraid to solve problems and to be in gemba.
In short, one piece flow is the opposite of batch production. In this system, the time when the product is not worked on/processed is minimized. If a product has to be cut, milled, painted and assembled along the course of the production process, then in the classic approach, batch production will be as follows:
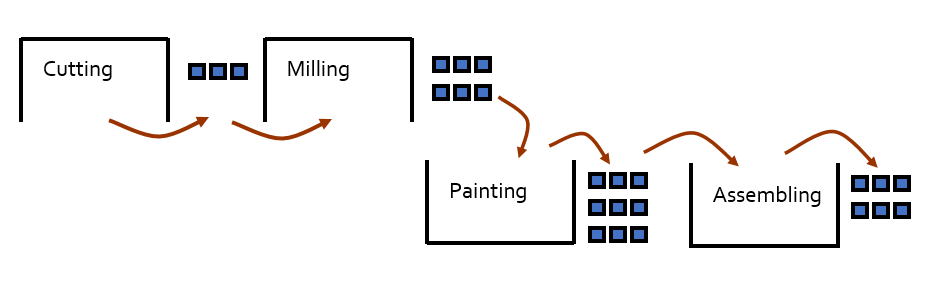
Fig 1. Batch production.
First, all the elements will undergo cutting, then after completing the process for all elements, we will start the process of milling, etc. However, in one piece flow the process will be the following:
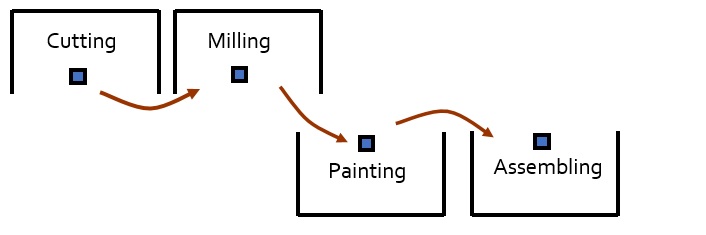
Fig 2. Lean system production: one piece flow.
In this case, a particular element is immediately after cutting transferred to the milling station, and then to the painting station, etc. This means that the processes work on the same final product at the same time. The difference is visible: no warehouses between processes. The product – an item, is processed in the lean system without breaks for storage; it is smoothly transferred from process to process.
In the one piece system we do not pour from a bucket to another, but water (our items) flows without the interference of storage.
How do we benefit from efficiency?
First of all, we do not waste time on depositing and withdrawing subsequent semiproducts. It involves a whole set of additional activities that we need to perform, i.e.:
- Wondering where and how to deposit / withdraw a semiproduct.
- Waiting until the interoperational storage is delivered to us (e.g. pallet with cut elements).
- Interoperational storage stocktaking.
- Searching for interoperational storage.
- Approaching the interoperational storage.
- Leaving current work to withdraw an item.
Other benefits from the lean system production: one piece flow
- Smaller production hall: we do not need so much space to store products between operations. Workstations can be situated closer to each other, and a smaller hall means not only smaller rent, but also less space that needs heating, cleaning, lighting, etc.
- Less equipment and people involved: smaller or no interoperational storage means less or no need for their transportation and organization. We don’t need as many containers, silos, pallets, conveyors, carriers, forklifts, trucks, etc.
- Fewer defects and waste: storage is a perfect place for a product to fall, scratch or break, or, what’s very common, get lost.
- Easier control of the production plan: we no longer have to monitor and change the plan for numerous stations, but only for a select one.
- No necessity for additional production due to damage and mistakes. In the system of batch production we will find out that the cutting process is not keeping dimensions only when all the elements are already cut and the operator of milling notices the problem (parts won’t fit), or even later. We then face a micro disaster: the entire batch of elements has to be corrected, while all the elements have to be cut from scratch. With one piece flow, the problem is detected at its first occurrence, thus we will not produce next defective parts.
- Faster invoicing: the first product will be available to the customer much faster. The customer will not have to wait until all ordered items are cut, milled, painted and assembled. This process often takes days, weeks or months. The faster the product is available to the client, the faster we can invoice.
- Less cash frozen in work in progress: elements that lie and wait for processing in another process generate considerable costs. We have already paid for raw materials and work in the previous processes, and the product is waiting.
- Faster response to customer’s order: refitting the line for another products or orders is much easier. We don’t have to take away containers, crates, pallets from various processes and supply new ones. The operator / machine simply adjusts itself to another product.
- Identifying bottlenecks and optimal use of resources: In the one piece flow system we would immediately see which process is faster, so that we could respond more easily. For example, evenly distribute work between stations. If I see that the person who installs the screen is waiting for the completion of the glue application process, then we can move on to lubricating one of the edges. We do not see this in batch production. To see the differences in performance, we have to rely on calculations.
One piece flow: the path for the best!
This approach to organizing production entails one factor that I consider to be its greatest asset: any problem in the production process that causes a stop or slows production in any of the processes, will cause a stop or slowing of the entire production pipeline.
We must then immediately react, try to find a solution to the problem and, what is worse, solve it once and for all, otherwise another disaster is guaranteed. It requires from us to be in gemba and to improve continuously.
There are no such ‘problems’ in batch production. If there is something wrong, we always have another pile of semiproducts at our disposal, of which we can take care. And the problem is gone. The machine will continue to work, and the problem will be resolved tomorrow, next week, next month. Or one could simply use duct tape, or a piece of cardboard, and somehow we’ll survive until the end of the batch. Worse performance and quality, but whatever. Another similar production will take place another day, on another shift.
Work according to lean will make us improve ourselves in many aspects, among others:
– refitting will have to be significantly shortened (it will take place frequently, not just once for the entire big batch).
– technical documentation and technology will have to be correct; production will stop if the operator has to figure out how the product should be produced, or if he has faulty tools.
– every break in work will be visible: e.g. transferring operators for other activities, interrupting their work.
– planning the production and supply of raw materials will have to be more accurate.
One piece flow: how to implement.
Implementation of one piece flow will be a revolution at the plant. Suddenly, we will begin to earn much more and produce faster, there will be much more space around us; many machines and people will remain inactive. Before we proceed to implement that in the entire plant, let’s see first whether we really want to earn more.
Let’s do a pilot study on the selected station, a segment of the production line. For a selected group of products. We will immediately notice a number of organizational, production, quality and human problems. However, they will not be new problems, just unseen before, not sticking out, solved superficially. Only after going through such training grounds can we expand the system further.
Let’s choose a suitable time and think about the means of communication. Transition to this system at the height of orders, when, so far, we’ve managed, will surely bring us a lot of savings next season, yet I’m afraid that… without us. Additionally, as with any change, we have to be sure of it in order to be able to convince others.
Below a brief experiment that can be our first step in convincing ourselves and other people:
The experiment involves folding 10 envelopes, first in the batch system, and then using one piece. The components of the process include: folding a sheet of paper, inserting it into an envelope, sealing the envelope, pressing a stamp.
One piece flow: does it work everywhere?
Yes, definitely yes. A process conducted in the one piece flow will always be more efficient, cheaper, with better quality. It comes directly from the disposal of a number of activities, as well as from a significant increase in the transparency of the process.
It also works in the chemical and thermal technological processes such as drying, fumage, heating, cooling, melting, etc. In one piece flow our dryers, smokehouses, cold stores, spray chambers can be smaller, just as their powering drives. This not only will this reduce energy costs, but also the use of refrigerants, heating agents, etc.
Let’s remember that the flow should also work at the micro level: within the bounds of a workstation. We can also successfully use it in the office (often with even greater success than at the production site).
Is one piece always one piece?
In an ideal system, yes, however it is not an axiom. The size of one piece should be fitted to our capabilities and the level of flow philosophy implementation. If I have a machine that at one time can cut five elements, then it is obvious that I won’t cut only one. Let’s cut five, but… less often.
An example of the difference between the systems:
The one piece flow system will require from us and our employees to solve numerous problems. Stimulation of creativity and striving for continuous improvement will snowball, and the potential in us and our people is unlimited.










Leave a Reply