


Niech Twoja produkcja płynie.
Przepływ jednej sztuki (ang. One piece flow) to baza filozofii lean. Przejście na pracę w tym systemie daje natychmiastowy skok wydajności o przynajmniej 20% (z mojego doświadczenia) i redukcję kosztów wytwarzania. Jest to niemal magiczne zaklęcie, niemniej dostępne jedynie dla tych, którzy…nie boją się rozwiązywania problemów i bycia w gemba.
W skrócie przepływ jednej sztuki to przeciwieństwo systemu produkcji partiami. W tym systemie minimalizowany jest czas, kiedy produkt nie jest obrabiany/przetwarzany.
Jeżeli w procesie produkcji musimy dany produkt ciąć, frezować, malować, montować to w klasycznym podejściu do produkcji – produkcja partiami, odbędzie się to jak niżej:
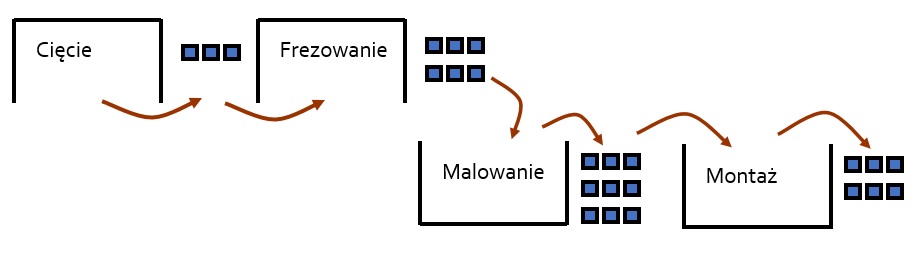
Rysunek 1. Produkcja partiami.
Najpierw wszystkie elementy poddamy cięciu, następnie po zakończeniu tego procesu dla wszystkich elementów, rozpoczniemy proces frezowania itd.
Natomiast przy przepływie jednej sztuki proces będzie wyglądał tak:
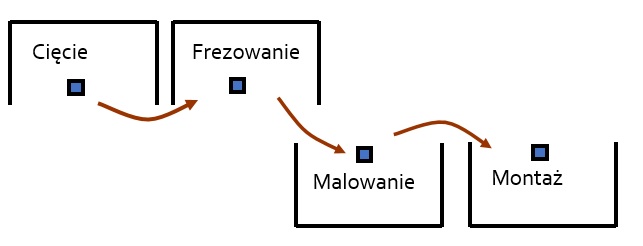
Rysunek 2. Produkcja w systemie lean – przepływ jednej sztuki.
W tym przypadku dany element jest od razu po cięciu przekazywany do frezowania, następnie do malowania itd. Oznacza to, że procesy pracują w danym momencie nad tym samym produktem finalnym. Różnica jest widoczna – brak magazynów między procesami. Produkt – sztuka, w systemie lean jest obrabiany bez przerw na magazynowanie. Płynnie przekazywany z procesu do procesu.
W systemie jednej sztuki nie przelewamy z wiadra do wiadra, ale woda (nasza sztuka) płynie (ang. flow), bez zakłóceń magazynowania.
Skąd zysk na wydajności?
Przede wszystkim nie marnujemy czasu na odkładanie i pobieranie kolejnych półproduktów. I nie chodzi tu tylko o pobieranie i odkładanie samo w sobie, ale i o cały zestaw dodatkowych czynności, które musimy wtedy wykonać tj.:
- Zastanawianie się gdzie i jak odłożyć/pobrać półprodukt.
- Oczekiwanie, aż magazyn międzyoperacyjny zostanie nam dowieziony (np. paleta z pociętymi elementami).
- Liczenie magazynu międzyoperacyjnego.
- Szukanie magazynu międzyoperacyjnego.
- Podchodzenie do magazynu międzyoperacyjnego.
- Odrywanie się od wykonywanej czynności, by pobrać element.
Inne korzyści z produkcji w systemie lean – przepływ jednej sztuki:
- Mniejsza hala produkcyjna – nie potrzebujemy już tak dużo miejsca, by składować produkty między operacjami. Stanowiska mogą znajdować się bliżej siebie. A mniejsza hala to nie tylko mniejszy czynsz, ale i mniej do ogrzania, umycia, oświetlenia itd.
- Mniej zaangażowanego sprzętu i ludzi – mniejsze lub brak magazynów międzyoperacyjnych, to mniejsza lub brak potrzeby ich przewożenia i organizacji. Nie potrzeba tylu pojemników, silosów, palet, przenośników, transporterów, wózków widłowych, ciężarówek itd.
- Mniej defektów i odpadu – magazynowanie to idealna okazja, by produkt spadł, zarysował się, uszkodził się i co bardzo częste…zgubił się.
- Łatwiejsza kontrola planu produkcji – nie musimy już nadzorować i zmieniać planu na wielu stanowiskach, wystarczy na jednym – wybranym.
- Brak konieczności dodatkowej produkcji w związku z uszkodzeniami i pomyłkami. W systemie produkcji partiami o fakcie, że proces cięcia nie trzyma wymiarów, dowiemy się dopiero, kiedy wszystkie elementy będą już pocięte i operator frezowania, a może i nawet dopiero montażu, zauważy problem (części nie będą pasować). Mamy wtedy mini katastrofę – całą stertę elementów do poprawki lub konieczność cięcia wszystkich elementów od nowa. Przy przepływie jednej sztuki, problem ten zostanie wykryty już przy pierwszym wystąpieniu – nie będziemy produkować kolejnych wadliwych części.
- Szybsze fakturowanie – pierwszy produkt będzie dostępny do klienta o wiele szybciej. Klient nie będzie musiał czekać, aż wszystkie zamówione elementy zostaną pocięte, frezowane, pomalowane i zmontowane. Ten proces trwa nieraz dni, tygodnie czy miesiące. Im szybciej towar będzie dostępny dla klienta, tym szybciej możemy go zafakturować.
- Mniej gotówki zamrożonej w produkcji w toku – elementy leżące i czekające sobie na obróbkę w kolejnym procesie to koszt i to niemały – już zapłaciliśmy za surowiec i za pracę w poprzednim procesie, a produkt leży i czeka.
- Szybsza reakcja na zamówienie klienta – przezbrojenie linii na inną produkcję czy zamówienie jest o wiele łatwiejsze – nie trzeba odwozić kontenerów, skrzyń, palet z poszczególnych procesów i podwozić nowych. Operator/maszyna po prostu od razu przezbraja się na inny produkt.
- Identyfikacja wąskich gardeł i optymalne wykorzystanie zasobów – w systemie przepływu jednej sztuki od razu będziemy widzieli, który proces jest szybszy – dzięki temu będziemy mogli łatwiej zareagować. Na przykład równomiernie rozłożyć pracę pomiędzy stanowiskami. Jeżeli widzę, że osoba montująca ekran czeka na zakończenie procesu smarowania klejem, to mogę przenieść na jej stanowisko smarowanie jednej z krawędzi. W produkcji partiami nie widzimy tego. By zobaczyć różnice w wydajności, musimy polegać na wyliczeniach.
Przypływ jednej sztuki – ścieżka dla najlepszych!
Taka organizacja produkcji niesie za sobą jeden czynnik, który osobiście uważam za jej największy atut: jakikolwiek problem w procesie produkcji powodujący zatrzymanie/zwolnienie produkcji w dowolnym z procesów, powoduje zatrzymanie/zwolnienie całej linii, ciągu produkcyjnego.
Musimy wtedy od razu zareagować, wziąć się za rozwiązanie problemu od zaraz i co gorsze… rozwiązać go raz na zawsze, gdyż inaczej kolejna katastrofa gwarantowana. Wymaga to od nas bycia w gemba, i ciągłego doskonalenia.
W produkcji partiami nie mamy tego „problemu”. Tam, jeżeli coś nie gra to zawsze mamy do dyspozycji inną stertę półproduktów, którą możemy się zająć. I po problemie. Maszyna będzie dalej zasuwać. A problem się rozwiąże jutro, za tydzień, za miesiąc. Albo podklei się taśmą, podłoży kartonik i jakoś do końca partii się dotrwa. Wprawdzie z mniejszą wydajnością i jakością, ale co tam. Kolejna taka produkcja już innego dnia, na innej zmianie.
Praca wg lean spowoduje, iż będziemy musieli się poprawiać w wielu aspektach. Między innymi:
– przezbrojenia będą musiały być zdecydowanie skrócone (będziemy się często przezbrajać, a nie jak do tej pory raz na całą wielką partię produkcji)
– dokumentacja techniczna i technologia będzie musiała być poprawna – produkcja się zatrzyma, jeżeli operator będzie musiał sam wymyślać jak wyprodukować dany produkt lub będzie miał do dyspozycji niesprawne narzędzia
– będzie widoczna każda przerwa w pracy – np. odrywanie operatora do innych zajęć, przeszkadzanie mu
– planowanie produkcji i dostawy surowca będą musiały być dokładniejsze.
Przypływ jednej sztuki – jak wdrażać.
Wprowadzenie przepływu jednej sztuki będzie rewolucją dla naszego zakładu. Nagle zaczniemy zarabiać zdecydowanie więcej i produkować szybciej, a mimo to wokół nas zrobi się dużo miejsca, wiele maszyn i ludzi będzie stać bezczynnie.
Zanim do tego przystąpimy w skali całego zakładu – przekonajmy się, czy naprawdę chcemy zarabiać więcej.
Zróbmy pilotaż na wybranym stanowisku, gnieździe, wycinku linii produkcyjnej. Dla wybranej grupy produktów. Momentalnie pojawi się szereg problemów organizacyjnych, produkcyjnych, jakościowych i ludzkich. Nie będą to jednak nowe problemy, a po prostu do tej pory niewidoczne, nie kłujące w oczy, rozwiązywane powierzchownie. Dopiero po przejściu przez taki poligon, rozszerzajmy system dalej.
Wybierzmy też odpowiedni czas i przemyślmy sposób komunikacji. Przejście na ten system w szczycie zamówień, kiedy to tej pory sobie radziliśmy, z pewnością przyniesie w kolejnym sezonie wiele oszczędności, ale boję się , że …już bez nas.
Dodatkowo, jak z każdą zmianą, to my musimy być przekonani do niej, by móc przekonać innych. Poniżej krótki eksperyment, który może być naszym pierwszym krokiem w przekonywaniu siebie i innych:
Eksperyment polega na złożeniu 10 kopert najpierw w systemie partiami, a następnie za pomocą jednej sztuki. Składowe procesu to: złożenie kartki, włożenie do koperty, zaklejenie koperty, przybicie pieczątki.
Przypływ jednej sztuki – czy działa wszędzie?
Tak. Zdecydowanie tak. Zawsze proces realizowany w przepływie jednej sztuki będzie wydajniejszy, tańszy, lepszy jakościowo. Wynika to wprost z likwidacji szeregu aktywności, jak i zdecydowanego wzrostu przejrzystości procesu.
Sprawdza się on także w chemicznych czy termicznych procesach technologicznych takich jak suszenie, wędzenie, nagrzewanie, chłodzenie, topienie itd. Pracując po jednej sztuce nasze suszarnie, wędzarnie, chłodnie, komory natryskowe będą mogły być mniejsze, tak jak i zasilające je napędy. To zmniejszy nie tylko koszty energii, ale i zużycie czynnika chłodniczego, grzewczego itd.
Pamiętajmy też, że przepływ powinien działać tez w skali mikro – w obrębie stanowiska roboczego.
Z powodzeniem (często nawet większym niż na produkcji), możemy go stosować także w biurze.
Czy jedna sztuka to zawsze jedna sztuka?
W idealnym układzie tak, jednak nie jest to aksjomat. Wielkość jednej sztuki dobieramy do naszych możliwości, a także poziomu wdrażania filozofii przepływu. Jeżeli mam maszynę, która w jednym momencie potrafi ciąć 5 elementów to oczywiste jest, że nie będę ciął po jednym. Tnijmy po pięć, ale…rzadziej.
Poniżej przykład różnicy między systemami:
System jednej sztuki będzie wymagał od nas i naszych pracowników rozwiązania wielu problemów. Pobudzenie kreatywności i dążenie do ciągłej poprawy zadziała jak efekt śnieżnej kuli. A potencjał w nas i naszych ludziach jest nieograniczony.




Comment (1)
[…] Niech Twoja produkcja płynie. […]