

Karate na kopalni.
Jedną ze składowych karate są kata. Kata, czyli wzorce zachowań, formy, których powtarzanie prowadzi do poprawy. Co ciekawe, kata istnieją także w zarządzaniu przedsiębiorstwem i mogą być sekretem sukcesów także dla firmy działającej na rynku kruszyw.
Kata to podstawowa sekwencja ruchów wykorzystywanych w sztuce walki. Są połączone z sekwencją ruchów, odpowiednią pozycją wyjściową oraz sposobem oddychania. Kata wykorzystywana jest jako tradycyjny sposób przekazywania wiedzy o karate.
Badając sposób działania Toyoty Mike Rother rozpoznał, iż kata istnieją także w zarządzaniu przedsiębiorstwem i są sekretem sukcesu tej firmy. Jak stwierdza Rother: „Pomimo ciągłych zmian otoczenia, organizacja może mieć kata (metodę) radzenia sobie z tym stanem rzeczy. Idea kata zakłada, że choć nie jesteśmy w stanie kontrolować rzeczywistości wokół nas, może zarządzać sposobem, w jaki sobie z nią radzimy.”
Kata to nie jest zasada czy procedura, która daje nam odpowiedź: „co robić, gdy mamy do wyboru różne możliwości”. To sposób postępowania. „Zasady wywodzą się z powtarzanych działań, a do wspólnie powtarzanych działań prowadzi kata.”
Obrazuje to także historia opisana w „Toyota Kata” Mike Rothera, która mówi o czasach, kiedy Toyota produkowała krosna tkackie. Na samym początku swojej działalności ktoś wykradł ich projekt krosien. Ówczesny szef firmy Kiichiro Toyoda zareagował, stwierdzając: „Z całą pewnością złodzieje będą w stanie na podstawie projektu zbudować krosna. Ale my udoskonalamy i modyfikujemy nasze krosna codziennie. Więc kiedy złodzieje zbudują już krosna na podstawie skradzionych nam planów, my będziemy daleko przed nimi. A ponieważ nie mają doświadczenia wynikającego z porażek odniesionych przy produkcji oryginału, stracą na doskonalenie krosien o wiele więcej czasu, niż my. Nie musimy się przejmować tym, co się stało. Musimy dalej pracować jak zwykle, wprowadzając dalsze usprawnienia.”
Historia ta ukazuje ducha Toyoty – Lean. Ciągła poprawa małymi krokami. Na podstawie własnych doświadczeń, pracując we własnym zakładzie, z własnymi pracownikami. To zasób, jakiego nie ma nikt, oprócz nas. Musimy tylko wypracować kata, czyli sposób, by udoskonaleniami żyli wszyscy pracownicy, te udoskonalenia działały i powstawały nowe.
Kto się nie rozwija, ten się cofa, a w biznesie widać to aż za nadto. Rynek, oczekiwania klienta, otoczenie prawne i gospodarcze, wymagania pracowników, konkurencja (uczciwa i nieuczciwa) – wszystko zmienia się już nawet nie z roku na rok, ale częściej. Albo będziemy się doskonalić, albo znikniemy. Zgodnie z sentencją Zbigniewa Bońka: „nie ma się co obrażać na rzeczywistość”, musimy zakasać rękawy i drogą karate kata być coraz lepszymi na co dzień.
Jako konsultant często na początku współpracy słyszę: „Panie Andrzeju, ja 30 lat pracuję w tej branży, a Pan ile przepracował na kopalni (przy przerobie ryb, obróbce metali, w tartaku, przy wtryskarce, itd.)? I Pan będzie mi tu doradzał?!”
Wtedy zupełnie szczerze odpowiadam, że z pewnością przepracowałem mniej, jeżeli w ogóle. I jednocześnie dodaję, że nie będę nic doradzał – bo to wręcz byłoby niegrzeczne. Jedyne co będę robił, to przekazywał wiedzę o kata Toyoty. O tym, jak wydobyć z niego i jego pracowników wiedzę i potencjał, który tam drzemie. Często stosuję wywiad „niedasię”. Pytam ludzi, dlaczego osiągnięcie danego założonego celu jest niemożliwe. I zawsze chętnych do przekonania mnie, że „niedasię” nie brakuje. Zapisuję wszystkie te powody, a następnie… jeden po drugim je rozwiązuję!
99% pomysłów, jakie są wdrażane w pracy z nami, pochodzą od pracowników danego zakładu. Sztuką jest te pomysły wydobyć i wdrożyć w życie. I to działa. Efekty są zawsze. Z tego samego powodu uważam, że kierownik danego zakładu wcale nie powinien być specjalistą w danej branży. To często nawet szkodzi. Daje poczucie wszechwiedzy, odsuwa od pracy w gemba (miejsce zdarzenia), zgłębiania tematu poprzez fizyczną obserwację procesu i docieranie do przyczyny źródłowej. Kierownik powinien być liderem i wyciągać od swoich pracowników to, co najlepsze. Wtedy można rozwiązać każdy, nawet nierozwiązywalny problem. Jest na to sposób – kata.
Kolejność rozwiązywania problemu
Pracownicy Toyoty doskonalą proces w cyklu jak na rys 1.

Rys 1. Mike Rother „Toyota Kata”. Kata doskonalenia w pigułce.
Przemawia to do mnie. Jednym z najistotniejszych elementów kata doskonalenia jest kolejność. Zauważmy, że najpierw mamy wizję. W Toyocie sięga ona do kilkudziesięciu lat w przód. Dla naszego przykładu przyjmijmy, że będzie to nasz cel. Musi być on ambitny. Poza to, co myślimy, że jest u nas możliwe.
Najważniejsze, by nie tracić czasu na rozważania, czy coś jest możliwe, ale co powinniśmy zrobić, by było to możliwe. Wszelkie inne dyskusje są zbędne i prowadzą do łatwego poddania się i wyszukiwania alibi: nie możemy tego osiągnąć, bo mamy za słabe maszyny, za mało pracowników, bo pogoda jest niestabilna itd.
Pierwszym krokiem ku temu jest zrozumienie sytuacji obecnej. W kolejnym kroku próbujemy zrozumieć stan obecny. Jaka obecnie jest sytuacja. To często odkrywczy krok, jeżeli zrobimy to w sposób należyty. To znaczy pójdziemy do miejsca, gdzie fizycznie odbywa się proces (do przesiewacza, przenośnika, na złoże) i tam obserwując wytrwale zrozumiemy, jak obecnie on wygląda. Zmierzymy go. Opiszemy. I kolejnymi obserwacjami potwierdzimy, że rzeczywiście tak wygląda. Proces ten powinien być zakończony eliminacją stwierdzeń typu „mniej więcej”, „zazwyczaj”, „uważam, że”.
Zrozumienie stanu obecnego musi się zawsze odbywać z pierwszej ręki. Pracując w procesie. Nie możemy się zadowalać opiniami innych. Opinie są subiektywne i choć wypowiadane z dobrymi intencjami, zawsze w jakimś stopniu zakłamują sytuację. Przykład: operator stwierdza, że zgarniacze są w dobrym stanie. Nie oznacza to wcale, że tak jest. Oznacza to, że wg. niego tak jest, a my nie wiemy, jaki on ma punkt odniesienia, ani co dla niego oznacza „dobry zgarniacz”. Przykład kolejny: w raporcie zmianowym widzimy, że wydajność średnia za zamianę wyniosła 100 ton na godzinę. Niby ok, ale nie spędzając jednej zmiany z pracownikami i nie mierząc jej nie dowiemy się nigdy, że mogła ona wyglądać w przeciągu zmiany tak – rys. 2.
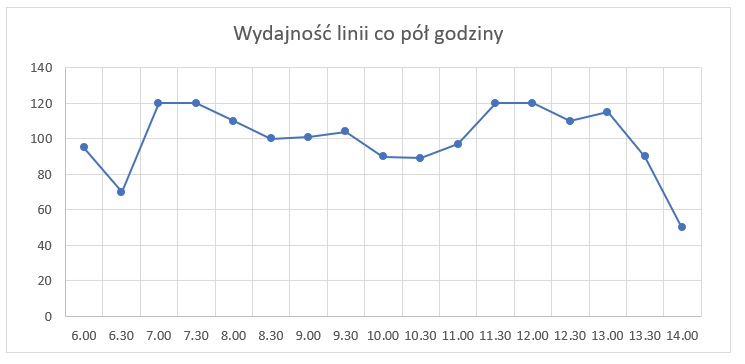
Widzimy z wykresu, że choć średnia wynosi za zmianę 100 ton na godzinę, to niemal nigdy linia z taką wydajnością nie pracowała. Wszędzie tam, gdzie pracowała z wydajnością niższą, pojawiły się problemy, a tam, gdzie z wyższą – to nasza szansa na inny, lepszy cel wydajnościowy.
Skąd to wiem? I czy daję głowę, że to, co twierdzę, jest prawdą? Odpowiedź na te dwa pytania zapewni nas o tym, czy zrozumieliśmy stan obecny.
Określenie stanu pośredniego
Krok drugi to wyznaczenie kolejnego „stanu docelowego” – jak to określa Mike Rother. To taki stan pośredni na naszej drodze do celu. Powinien on opisywać, jak powinien wyglądać proces, byśmy zbliżyli się do naszego celu. Jeżeli chcemy osiągnąć 50% poprawy wydajności, to nie powinniśmy próbować osiągnąć tego celu od razu, w jednym skoku. A tak niestety często się zdarza. Mamy wyznaczony przez szefa target i próbujemy w jednym skoku go osiągnąć wymyślając szereg pomysłów, bez sprawdzenia ich w realnym świecie, na realnej produkcji. Widziałem niejednokrotnie świetny pomysł, który po wyjściu z biura – na produkcji – już taki świetny nie był. Widziałem szereg maszyn za grube pieniądze, które stały nieużywane w fabryce, bo nie zostały wcześniej przetestowane i się okazało, już po zakupie, że nie mogą z różnych przyczyn pracować.
Takim celem pośrednim może być np. 10% poprawy wydajności. Pamiętajmy jednak, że stan docelowy to opis procesu, a nie liczba sama w sobie. Liczba to cel. A cel możemy uzyskać w różny sposób (np. kupując większy przesiewacz, montując większą kruszarkę). Nie o to nam chodzi. Stan docelowy pośredni powinien wynikać z naszej obserwacji procesu. Przykładowo zauważamy, że:
– kosz zasypowy nie jest ciągłe wypełniony, przez co nadawa nie jest stała. Naszym pośrednim stanem docelowym powinno być zapewnienie, by kosz nadawy by pełny cały czas,
– operator procesu biega wzdłuż linii produkcyjnej. Stan docelowy to doprowadzenie do sytuacji, kiedy przestanie biegać,
– pod przenośnikami P1 i P4 sypie się towar. Stan docelowy to doprowadzenie do sytuacji, że nie będzie tych strat.
Wyznaczenie stanu pośredniego docelowego jest istotne, byśmy my i nasi pracownicy mieli poczucie postępów. Widzieli, że zbliżamy się do celu. Gdy jako jedyny cel będziemy mieli 50%, to ciężko będzie z dnia na dzień zobaczyć, że do tego celu się zbliżamy – będzie on zbyt odległy.
Pośrednie stany docelowe powinny być do osiągnięcia w krótkim okresie – maksymalnie 2 miesięcy. I tak je wyznaczajmy. A jeszcze lepiej – powinniśmy się mieścić w kilku tygodniach czy dniach. Dzięki temu będziemy mieli dynamikę pracy i łatwiej będzie wyciągać wnioski, oceniać postęp i korygować, wyznaczać kolejne stany docelowe pośrednie.
Krok trzeci – likwidacja przeszkód
O przeszkodach, jakie występują, dowiemy się z obserwacji procesu i od ludzi tam pracujących. Ważne, by eksperymentować, działać i wyciągać wnioski. Nie spędzać zbyt dużo czasu na rozważaniach, czym się zająć na początku. Po prostu naprawmy to, co widzimy, że funkcjonuje niepoprawnie. Jeżeli zauważamy, że kosz nadawy jest niewypełniony cały czas, to dowiedzmy się dlaczego i zacznijmy likwidować problemy od pierwszego napotkanego. Nie róbmy całej listy problemów do rozwiązania. To strata czasu. Rozwiążmy pierwszy, następnie powtórzymy obserwację i rozwiążmy znów pierwszy, który napotkamy. Nie tworzymy hipotez: „co się stanie, gdy…”. Zmieńmy coś i sprawdźmy, czy coś rzeczywiście się stało. Nawet, jeżeli nasze działania nie przyniosą efektu, to też jest dla nas nauka i jesteśmy już do przodu względem konkurencji, która o tym jeszcze nie wie.
Nie planujemy od razu, że potrzebne jest kolejne wozidło, by dotrzymać wypełnienia kosza. Powód może być zupełnie inny. Może się okazać, że następne wozidło nic nam nie pomoże, bo i tak nie jesteśmy go w stanie załadować czy dojechać nim na czas. Zacznijmy od prostych rzeczy: jeżeli widzimy, że przy załadunku niecałe kruszywo wpada do kosza nadawy, to – jako pierwszy krok – doprowadźmy do sytuacji, że tak będzie. To nasz pierwszy pośredni stan docelowy. Następnie sprawdźmy, jak wpłynęło to na naszą wydajność i powtórzmy obserwację. Możemy wtedy np. stwierdzić, mierząc cykle, że wozidła nie pojawiają się przy koszu regularnie. Dowiedzmy się, dlaczego i doprowadźmy do sytuacji, by pojawiały się regularnie plus minus 1 minuta. I znów sprawdzamy, jak to wpłynęło na naszą wydajność.
Pamiętajmy, że świat i ludzi są dynamiczni. Nie próbujmy zaplanować od razu całego procesu na nowo. Lekka zmiana wywołana przez nas (np. pomiar czasu cyklu wozideł przy koszu) może spowodować szereg zmian w procesie, o których nawet nie pomyśleliśmy. Zaplanowanie od razu wielu zmian spowoduje, że w momencie ich prowadzania problemy, które chcemy rozwiązać, będą już nieaktualne lub o wiele większe.
Krok 4 to powtórka kroku pierwszego. Kiedy już osiągniemy pośredni stan docelowy, jedyne co musimy zrobić, to powtórzyć cykl, czyli wyznaczyć kolejny stan docelowy, potwierdzić, że znamy stan obecny oraz rozpoznać i rozwiązać problemy.
Podpowiedzi
- Nie bój się „NIE WIEM”.
W naszej kulturze odpowiedź „nie wiem” na stanowisku menedżerskim, ale i operatorskim, kojarzy się negatywnie. Boimy się jej jak ognia. A ja uwielbiam tę odpowiedź i często ją stosuję. Byłbym hipokrytą i szaleńcem, gdybym na spotkaniu z klientem, na jego pytanie: „co trzeba zrobić, by podnieść wydajność?” podał rozwiązania. Odpowiadam: „Nie wiem”, ale wiem, jak się tego dowiedzieć. I do tego samego Was namawiam. Nie twórzmy hipotez nie będąc w gemba. Nie bójmy się odpowiedzi „Nie wiem”, bójmy się kolejnego pytania: „Czy dajesz głowę, że mówisz prawdę?” Wygrałem już wiele zakładów z menagerami, którzy opowiadali mi jak wygląda ich proces w sali konferencyjnej, a ja się z nimi, jeszcze bez wyjścia na produkcję, zakładałem, że tak nie jest.
- Proces, nie wynik.
Przy rozwiązywaniu problemów nie skupiajmy się na wyniku, tylko na procesie. Jak poprawimy proces, to wynik sam przyjdzie. Jak łożysko stuka, to wiemy, że nie pracuje prawidłowo. Gdy się sypie z przesiewacza, wiemy, że nie pracuje prawidłowo. Jeśli operator jest zmęczony na koniec zmiany, to wiemy, że nasz proces nie jest prawidłowy. Jak mamy wahania wydajności, to wiemy, że coś jest nie tak. Naprawmy to. A nie skupiajmy się jedynie na osiąganiu wyniku. Wydajność zakładaną może osiągnąć każdy (wysokim nakładem pracy, kosztów, awariami czy niską jakością). Sztuka to wiedzieć z czego ta wydajność wynika.
Skupiając się tylko na wyniku jedyne co możemy osiągnąć, to ten wynik. Skupiając się na poprawie procesu możemy osiągnąć rezultaty zdecydowanie ponad obecne założenia.
- Obwiniaj proces, nie ludzi. Jedyną osobą odpowiedzialną na wyniki zakładu jest kierownik zakładu. Nie operatorzy, nie pogoda, nie klient. Kierownik zakładu. Jeżeli już chcemy kogoś obwiniać, to zacznijmy od siebie. Ale najlepiej winić i naprawiać proces. Bo to, że mamy zużycie paliwa wyższe niż moglibyśmy mieć, to nie jest wina operatora, ale tego, że:
– nie potrafi obsługiwać sprzętu,
– napotyka przeszkody w jego obsłudze (dalsza droga przejazdu, niesprawne urządzenia itd.),
– nie wie, ile obecnie zużywa, a ile powinien,
– nie wykonuje naszych poleceń.
Uwaga, ten ostatni podpunkt to też nie jest wina operatora tylko procesu naszej komunikacji z nim. Robi to, ponieważ: zatrudniliśmy nieodpowiednią osobę; operator nie czuje, że zużycie paliwa jest istotne; operator wie, że sami nie potrafilibyśmy wykonać jego pracy lepiej ani nie potrafimy w jasny i wiarygodny sposób pokazać mu, jak robić to lepiej; inny powód.
- Nie przechodź od razu do rozwiązań. Eksperymentuj i sprawdzaj. Albert Einstein powiedział: „Nie jestem wystarczająco bystry, po prostu długo siedzę nad problemem”.
- Metoda małych kroków – rozwiązuj problemy małymi krokami, z pokorą.
Przykład
Problemem na zakładzie była niska ilość najdroższej frakcji uzyskiwanej ze złoża – FR12. Założono cel: więcej frakcji F12. Zorganizowano spotkanie, gdzie sztygarzy i kierownik zgodnie stwierdzili, że by mieć więcej frakcji F12 dostępnej do sprzedaży należy zwiększyć możliwości przeróbcze linii produkcyjnej: nowe przenośniki, przesiewacze, kruszarki. Zebrano oferty, przesłano do centrali. Centrala stwierdziła, że to zbyt drogie rozwiązanie. Koniec, po problemie.
Jest to przykład procesu rozwiazywania problemów opartego jedynie na wynikach, z natychmiastowym przeskoczeniem do rozwiązań. Jakby to zrobiła Toyota (jak to zrobiliśmy w tym zakładzie)?
Jako stan docelowy pośredni określono nie tyle zwiększenie, co ustabilizowanie produkcji FR12 w ciągu zmiany, czyli doprowadzenie do sytuacji, że produkcja na poszczególnych zmianach będzie stała (plus minus 5%).
Udaliśmy się do gemba i tam przez kilkanaście zmian obserwowaliśmy proces, by zrozumieć stan obecny. Ustalono, że:
- Nadawa do przesiewacza głównego waha się w przedziale 30%.
- Nadawa do przesiewacza finalnego waha się w przedziale 25%.
- Sprawne jest jedynie 70% dysz natryskowych na pokład.
- Ciśnienie wody jest zmienne.
- Pokład jest czyszczony zwykłą szczotką przemysłową, co powoduje uszkodzenie sit.
- Sita są zapchane w 10%.
- Jedynie na rynku amerykańskim dostępne są specjalistyczne sita do tego typu produkcji w cenie 15-krotnie większej niż obecnie stosowane, ale i 4-krotnie trwalsze, a przede wszystkim gwarantujące zdecydowanie lepszy odsiew potrzebnej nam frakcji.
- Operator nie wie, jak zmienia się wydajność FR12 w ciągu zmiany, a więc do końca zmiany nie wie, ile wyprodukuje.
- Udział frakcji w nadawie jest zmienny.
Po tych obserwacjach widać było, jak dużo rzeczy jest do poprawy. W związku z tym postanowiono ustalić kolejny pośredni stan docelowy. Wybrano na początek te z pozoru najłatwiejsze, czyli pkt. c) i d) – doprowadzenie w ciągu tygodnia, by dysze natryskowe wszystkie były drożne, a ciśnienie wody stałe. Zlecono zamówienie i montaż dysz oraz ustawienie odpowiedniego ciśnienia wody. I niby wszystko OK, ale… zadajmy sobie pytania:
– czy wiemy, co się stanie, kiedy zamontujemy wszystkie dysze sprawne?
– co się stanie, jak ustalimy stałe ciśnienie wody?
– jakie ma być to stałe ciśnienie?
– jak zagwarantujemy, że ciśnienie będzie utrzymywane stałe, a dysze drożne?
Po zadaniu sobie tych pytań i stwierdzeniu, że nie znamy na nie odpowiedzi, postanowiono zaplanować i wykonać test w obecności kierownika, działu jakości i technologa. I co się okazało? Po zamontowaniu sprawnych dysz i podniesieniu i ustabilizowaniu ciśnienia wody, 3 z 4 produkowanych frakcji wyszły poza zakres. Przez kolejne 4 zmiany, testując w pocie czoła nowe ustawienia, zmieniając tylko jeden parametr na raz, doprowadziliśmy do powrotu do poziomu jakości produktu sprzed zmian. Dodatkowo, o dziwo, uzysk z frakcji FR12 wzrósł o 2%! Super! Zadowolenie było równie duże, co zmęczenie. Po prostu poprawiliśmy proces, a wynik pojawił się sam.
Kolejnego dnia zadaliśmy sobie pytanie: co by się stało, gdybyśmy z pozoru tak błahą rzecz jak wymiana dysz i ustawienie ciśnienia po prostu zlecili operatorom w trakcie produkcji? Byłaby katastrofa – towar zgodny pomieszałby się z towarem niezgodnym, a co gorsza dowiedzielibyśmy się o tym z opóźnieniem. Próby powrotu do jakości byłby chaotyczne i nie byłybyśmy w stanie wyciągać wniosków co się dzieje po danej zmianie. Skoro nam w kontrolowanych warunkach zajęło to 4 zmiany, to w niekontrolowanych aż strach pomyśleć.
Gdybyśmy od razu przeszli do rozwiązania to stałoby się to samo, co się stało, kiedy je sobie zadaliśmy, ale byłaby katastrofa, a nie postęp.
W kolejnym kroku zamontowano czujnik ciśnienia wraz z sygnalizacją o jego spadku plus wyznaczono osoby odpowiedzialne za sprawdzanie ich stanu i wymianę. Powtórzono proces obserwacji (część obserwacji była inna, część jak zapychanie sit się zmieniała), wyznaczono kolejny stan docelowy i powtórzono proces.
***
I tak właśnie działa Toyota. To jest jej kata i to jeden z elementów, który pozwala m.in.:
– wdrażać ponad milion usprawnień każdego roku,
– przewyższać zyskami konkurencję,
– z małej lokalnej firmy prześcignąć wartością giełdową sumaryczną wartość trzech swoich konkurentów (GM, Ford i Chrysler),
– przez 40 lat systematycznie osiągać wzrost sprzedaży,
– z pokorą stwierdzać fakt, że jeśli system Lean działa w Toyocie oznacza tylko tyle, że działa w Toyocie, a inni powinni z niej czerpać filozofię kata, a nie kopiować wprost rozwiązania narzędziowe.




Dodaj komentarz