

Mapowanie Strumienia Wartości – Odkryj swój proces na nowo
Doświadczenie procesu, jego zmierzenie, odkryje przed nami szereg problemów, o których nie wiedzieliśmy do tej pory i które z pewnością zachwieją naszym dotychczasowym wyobrażeniem o procesie. I o to właśnie chodzi – o odkrycie naszego procesu na nowo. Poznanie rzeczywistości, a nie relacji.
Taiichi Ohno – ojciec Systemu Produkcyjnego Toyoty, od którego wywodzi się Lean, w zarządzaniu kierował się zasadą: „Wszystko co robimy, to patrzymy na linię czasu od punktu, kiedy nabywca składa zamówienie, do punktu, kiedy zapłata wpływa na nasze konto. A następnie zmniejszamy ten czas przez redukcje wszelkich niepotrzebnych aktywności wykonywanych przez nas w tym okresie.”
To jest klucz do biznesu wg Lean. Nieważne, ile wyprodukujemy. Ważne, jak efektywnie jesteśmy w stanie wytwarzać, sprzedawać i otrzymywać zapłatę. Celem zakładu produkcyjnego, w tym także dla kopalni i zakładu przeróbczego kruszyw, nie jest bowiem produkowanie, ale zarabianie.
Operacje dodające i niedodające wartości
Od momentu wbicia łyżki koparki w złoże, zanurzenia głowicy rury ssącej refulera, czy styku kubełka z dnem, do momentu, kiedy zapłacona zostaje faktura, wykonujemy dziesiątki, nieraz setki operacji.
Operacje te dzielimy na:
- Dodające wartość.
- Niedodające wartości do produktu.
Operacja dodająca wartość to taka, która spełnia wszystkie poniższe kryteria:
- Klient chce nam za nią zapłacić.
- Jest wykonana dobrze za pierwszym razem.
- Fizycznie zmienia produkt.
Operacje te stanowią tzw. strumień wartości, czyli sekwencje wszystkich operacji niezbędnych by dostarczyć klientowi produkt, jakiego oczekuje. Wszystkie pozostałe operacje nazywamy marnotrawstwem, operacjami niedodającymi wartości do naszego produktu. Wykonując je marnotrawimy nasze zasoby (ludzi, czas, maszyny, pieniądze, produkt) , a tym samym robimy prezent konkurencji.
By dostrzec to marnotrawstwo punktowo, musimy spędzić dużo czasu w gemba (miejscu, gdzie fizycznie wykonywany jest proces) i szukać jednej z 8 strat (temat ten opisany był w numerze 4/5/2015 magazynu Maszyny i Surowce Budowlane lub na http://www.leanhill.com/pl/8-ways-not-to-waste-resources/)
Mapowanie Strumienia Wartości
W ujęciu globalnym, całego procesu, efektywnym narzędziem jest Value Stream Mapping (VSM – Mapowanie Strumienia Wartości). Pozwala ono dostrzec marnotrawstwo w procesie. Marnotrawstwo związane z zakłóceniem przepływu produktu oraz informacji. Każde zakłócenie przepływu powoduje dla nas stratę.
VSM pozwala nam odkryć na nowo nasz proces oraz zaprojektować stan docelowy, do jakiego chcemy doprowadzić. Pozwala podejść całościowo do procesu i planowo go poprawiać. Bierze też pod uwagę przepływ informacji, którego zakłócenia potrafią zniweczyć wysiłek nawet najlepszej załogi. Celem ostatecznym jest doprowadzenie do sytuacji, kiedy to w procesie wykonujemy jak najmniej działań niedodających wartości do produktu.
Krok 1. Wybór rodziny produktowej. Nie powinniśmy analizować jednocześnie wszystkich naszych produktów. Wybieramy tzw. rodzinę produktów, czyi grupę wyrobów, które są poddawane podobnym operacjom wytwórczym lub stanowią najważniejszy (największy wolumenowo) produkt zakładu. Dla zakładów przeróbki kruszyw, gdzie ilość produktów końcowych jest relatywnie niewielka w porównaniu do innych gałęzi przemysłu, najlepiej wybrać produkt największy wolumenowo.
Poprawienie procesu dla niego jednocześnie poprawi proces dla wielu z pozostałych.
Krok 2. Rysowanie mapy stanu obecnego. Koncepcja Lean opiera się na pracy w rzeczywistości, a nie w sferze marzeń, domysłów i niesprawdzonych informacji. Oznacza to, że tworząc mapę stanu obecnego nie możemy opierać się na tym, co usłyszymy od swoich podwładnych czy przełożonych. Nie polegaj też na dokumentacji czy instrukcjach – one rzadko odzwierciedlają rzeczywistość. Weź w rękę stoper, dalmierz, kartkę papieru i ołówek. Zaglądaj, mierz, sprawdzaj. Notuj na bieżąco, bo zapomnisz. Odczytuj dane z mierników, a jeżeli masz taką możliwość, to sprawdzaj również czy działają one poprawnie (tachometr, miernik elektryczny itd.)
Musimy osobiście przejść przez cały proces, mierząc go i odwzorowując. Dotyczy to nie tylko przepływu materiału, ale również przepływu informacji. Dla przykładu, jeżeli pracownik przekazuje nam informację, że bieżące ustawienia linii produkcyjnej otrzymuje od sztygara, to prosimy jednocześnie pracownika i sztygara o podanie nam żądanych ustawień na dany moment i porównujemy je. Nie ma to na celu oskarżania, a jedynie sprawdzenie, czy mówimy o tym samym. Doświadczenie pokazuje, że sam chaos informacyjny obniża skutecznie wyniki zakładu.
Co ważne, analiza powinna się odbywać od drzwi do drzwi – czyli od rozpoczęcia wydobycia do momentu wysyłki towaru i faktury do klienta.
Uwaga! Analizę zaczynamy od ostatniego procesu, następnie cofamy się aż do procesu pierwszego. To jedna z podstaw Lean – tzw. system ciągniony, gdzie najważniejszy jest klient i od procesów zlokalizowanych najbliżej niego powinniśmy zacząć.
Zaczynamy
Dla przykładu weźmiemy zakład przeróbki piasku kwarcowego. Jako rodzinę produktów do analizy wybrano piasek kwarcowy suszony FZ1.
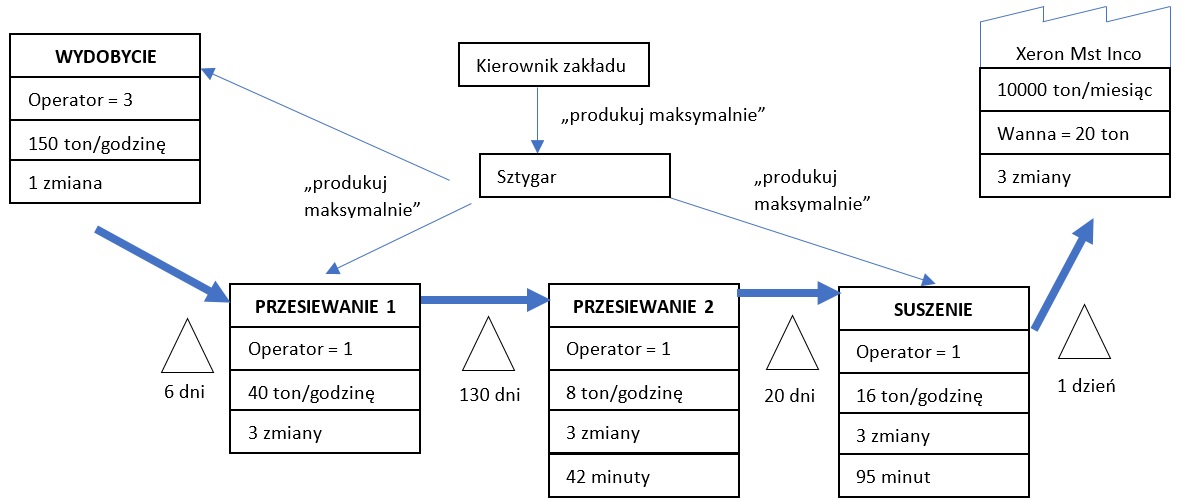
W dziale sprzedaży sprawdzamy zamówienia oraz historie wydań z ostatnich 2 tygodni i widzimy, iż zapotrzebowanie na ten produkt wynosi 10 tys. ton tygodniowo i realizowany jest poprzez transport w tzw. „wannach” po 20 ton. Wydania odbywają się całodobowo. Główny odbiorca to Xeron i Mst Inco. Graficznie przedstawiamy to jak niżej:

Kolejny krok to odzwierciedlenie na mapie głównych procesów produkcyjnych. Dla każdego z tych procesów określamy jego podstawowe parametry z punktu widzenia przepływu:
- Liczbę obsługujących osób.
- Wydajność.
- Ilość dostępnych zmian.
- Czas przezbrojenia.
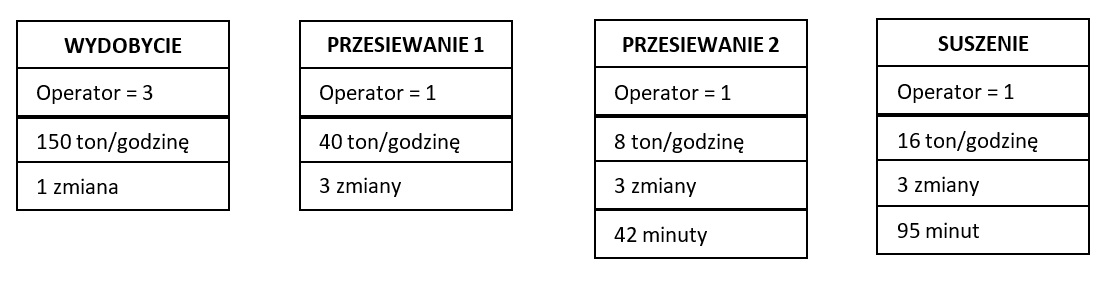
Parametry, jakie wybierzemy zależą od specyfiki naszego produktu i procesu. Możemy wybrać też inne (odpad surowcowy, zużycie energii, liczba maszyn etc.). Najistotniejsze jest, by dane, które wpiszemy, były realne i prawdziwe. Nie wystarczy więc zapytać pracownika ile wynosi wydajność, lub sprawdzić to z dokumentacji. Należy osobiście wyznaczyć ją realnie. Spędzić kilka zmian produkcyjnych na suszarni – sprawdzając, ile rzeczywiście produktu z niej wychodzi na godzinę w tym okresie. Ile rzeczywiście a nie deklaratywnie trwa przezbrojenie. Mierząc i obserwując możemy od razu notować nasze obserwacje – co wpływało w czasie obserwacji na fakt, że choć ustawienia suszarni to 25 ton na godzinę, jej realna wydajność to 16 ton.
Odkrycie problemów
Doświadczenie procesu, jego zmierzenie, odkryje przed nami szereg problemów, o których nie wiedzieliśmy do tej pory i które z pewnością zachwieją naszym dotychczasowym wyobrażeniem o procesie. I o to właśnie chodzi – o odkrycie naszego procesu na nowo. Poznanie rzeczywistości, a nie relacji.
To samo dotyczy kolejnego kroku – wyznaczania zapasów pomiędzy operacjami. Musimy osobiście i fizycznie zmierzyć hałdy, zajrzeć do silosów, zmierzyć wilgotność itd.
Tak, zajmie nam to czas i spowoduje kilka kropel potu na czole. Kilkukrotnie dopadnie nas senność czy znużenie. Zapewne zmokniemy czy też przypiecze nas słońce. A co najtrudniejsze – „żyłka nam nie raz wyskoczy” od myślenia. Ale by realnie poprawiać proces i zostawić w tyle konkurencję musimy się wysilić. Bezwysiłkowe rozwiązania nasza konkurencja już z pewnością wdrożyła. Efekty będą oszałamiające – taki właśnie jest Lean.
Po zmierzeniu nanosimy poziom zapasów na nasz schemat. Zapasy opisujemy w tonach i/lub dniach jakie są potrzebne, by je zużyć. Znakiem zapasów w VSM jest trójkąt.
Dodajemy też kierunek przepływu towaru.

W kolejnym kroku nanosimy przepływ informacji w zakładzie. To znaczy skąd dany proces wie co, w jakiej ilości i wydajności ma produkować.
I finalnie wyliczamy, ile czasu potrzeba podstawowej jednostce (u nas przyjmijmy jako taką tonę), by dodać do niej wartość – czas VA (ang Value Added).
Wydobycie: VA = 60 min/150t = 0,4 min.
Przesiewanie 1: VA = 60 min/40 ton = 1,5 min.
Przesiewanie 2: VA = 60 min/8 ton = 7,5 min.
Suszenie: VA = 60min/16 ton=3,75 min.
Suma VA dla całego procesu: VA = 0,4+1,5+7,5+3,75=13,15 min = 0,009 dnia.
Wynik mówi nam, że potrzebujemy niewiele ponad 13 minut, by wyprodukować tonę produktu. A po zsumowaniu czasów leżakowania tej tony na magazynach międzyoperacyjnych wychodzi nam, iż tona ta przeleży 157 dni na naszym zakładzie, zanim trafi do klienta po wydobyciu. Jest to tzw. czas przejścia LT (ang Lead Time).
Krok 3. Wnioski
Spójrzmy na nasza mapę stanu obecnego, co nam ona mówi?
- Zapasy międzyoperacyjne są bardzo duże – oznacza to, że możemy od zaraz wstrzymać wydobycie i przesiewanie 1 a i tak aż 130 dni potrwa zanim ponownie będziemy musieli ruszyć.
- Tak duże zapasy oznaczają, że zgromadzony tam materiał jest częściowo stracony lub należy ponieść duży wysiłek by przywrócić mu pożądaną jakość (zanieczyszczania biologiczne, mieszanie z podłożem, zagubienie, niejednorodność)
- Nadprodukcja oznacza, że ponieśliśmy już koszt wytworzenia, a do zapłaty za ten trud droga jest bardzo daleka
- Nadprodukcja oznacza także, że angażujemy zasoby, których nie mamy do dyspozycji dla innych produktów.
- Porównajmy zmierzone przez nas wydajności z tymi w dokumentacji – ile wynoszą różnice? Dlaczego?
- Jak dużo trzeba włożyć energii i zasobów by obsługiwać zapas międzyoperacyjny (przewożenie, hałdowanie)?
- Jak duże są różnice między tym co mamy w systemie a tym co fizycznie zmierzyliśmy?
- Jak wygląda komunikacja – czy planowanie na zasadzie „maksymalnej produkcji” można nazywać planowaniem?
- Dzieląc VA/LT otrzymujemy 0,009/157 = 0,005%. Oznacza to, że przez zaledwie 5 tysięcznych procent czasu, jaki nasz surowiec spędza na zakładzie, jest on fizycznie obrabiany – dodajemy do niego wartość. Resztę stanowi marnotrawstwo (nie widziałem jeszcze zakładu kruszywowego, gdzie wynosi on więcej niż 0,1%, ani żadnego zakładu z innej branży, gdzie byłby powyżej 5% – czy naprawdę nas na to stać?)
Wnioski z mapy są wstrząsające, a po przeliczeniu na PLN może nam się zawrócić w głowie. Ale to dopiero początek. Samo mapowanie procesu spowoduje, że nasz zeszyt z uwagami i obserwacjami z pracy zakładu będzie pełny, a poziom frustracji wysoki. Zobaczymy, jak nasza produkcja, do tej pory z pozycji biura wyglądająca na gładką i idealną, jest codzienną niemal walką z wiatrakami. Jak dużo tracimy. Jak wiele nam ucieka przez palce i jak bardzo moglibyśmy zwiększyć nasze zyski, gdybyśmy tylko zajęli się realną poprawą procesu, zamiast planowaniem inwestycji czy narzekaniem na kryzys rynkowy i skupienie na walce cenowej.
Zarywając nocki przy obserwacji procesu zobaczymy, jak świetnych i oddanych mamy pracowników. Jak wiele mają oni pomysłów na poprawę, a których nie wykorzystujemy.
Co dalej?
Spokojnie. Ochłońmy i zaplanujmy, co chcemy osiągnąć i gdzie uderzyć najpierw. Przemyślmy, czy pobiegnięcie do prezesa z odkrywczym: „Szefie, wstrzymajmy wydobycie – zarobimy na tym”, lub „Szefie, wcale nie musimy gromadzić zapasów na zimę” skończy się dla nas awansem wewnętrznym, czy też raczej… zewnętrznym.
Zacznijmy od mniejszych rzeczy, by pokazać przełożonym – a przede wszystkim podwładnym – że realnie chcemy zacząć poprawiać proces. Wybierzmy obszar, gdzie widzieliśmy najwięcej marnotrawstwa, lub ten, gdzie najbardziej boli nas niska jakość czy wydajność. Zaznaczmy ten obszar i powtórzmy dla niego mapowanie na bardziej szczegółowym poziomie. Wyznaczmy sobie ambitny cel – poprawa wybranego wskaźnika, zmniejszenie poziomu wybranego zapasu czy ilości produktu niezgodnego o 30%.
Nie zajmujmy się redukcją zużycia paliwa, potrzebnej załogi czy próbą sprzedaży generowanego przez nas produktu pozaklasowego. To są bardzo istotne elementy, by dorównać konkurencji. Ale by ją zostawić w tyle skupmy się na „patrzeniu na linię czasu od punktu, kiedy nabywca składa zamówienie, do punktu, kiedy zapłata wpływa na nasze konto. A następnie zmniejszajmy ten czas przez redukcję wszelkich niepotrzebnych aktywności wykonywanych przez nas w tym okresie.”
Powyższy artykuł ukazał się także w numerze 4/2017 magazynu „Maszyny i Surowce Budowlane”.




Komentarze (3)
[…] Zarządzanie wizualne, Kaizen, Kamishibai, Jiidoka, Poka-yoke, SMED, TPM, Kanban, TWI, A3, PDCA, VSM, Hoshin kanri, Zbieranie faktów, Czasy […]
Jak wąska musi by grupa produktowa, żeby cały proces mapowania wyszedł pomyslnie. Ile maksymalnie różnych produktów może tu być? 100-1000?
Nie ma ograniczeń jeśli chodzi o ilość produktów w jednej grupie. To zależy jak bardzo zbliżone od strony fizycznego wykonania są poszczególne produkty. Jeżeli są wykonywane w tym samym procesie, o podobnych czasach to nie ma ograniczeń.