


Nie marnuj zasobów na 8 sposobów.
Nie marnuj zasobów na 8 sposobów – Lean w zakładzie przeróbki kruszyw
Czy ograniczanie kosztów, skrócenie czasu produkcji i osiąganie lepszej jakości kruszyw jest możliwe bez ponoszenia kosztownych inwestycji? Japońska koncepcja Lean Manufacturing zakłada, że tak. Kluczowe jest rozwiązywanie problemów u źródeł i określenie kilku marnotrawstw – identyfikacja na co tracimy czas, ludzi, energię, zasoby i pieniądze.
Filozofia Lean Manufacturing wywodzi się z Japonii. Powstała kilkadziesiąt lat temu jako odpowiedź Toyoty na kryzys w tym kraju po drugiej wojnie światowej. Ówczesne władze Toyoty w obliczu galopującej inflacji oraz ograniczonych środków finansowych nie mogły pozwolić sobie na standardową wielkoseryjną produkcję, której efektem były gigantyczne zapasy. Opracowano więc filozofię pracy, którą Toyota stosuje do dziś i dzięki której tylko raz od 1950 roku zanotowała stratę operacyjną. Filozofię odporną na zawirowania rynkowe, a nawet kataklizmy (zatrzymanie dostaw w wyniku katastrofy w elektrowni jądrowej Fukushima po trzęsieniu ziemi). Filozofia Lean została doceniona przez wiele firm na świecie, nie tylko w branży produkcyjnej, ale również w ochronie zdrowia, księgowości, usługach i sporcie.
Podstawą koncepcji Lean jest tzw. 8 marnotrawstw. Spójrzmy na proces w twojej firmie, szukając odpowiedzi na pytanie: za co właściwie mój klient mi płaci? Czy oczekuje ode mnie:
- Bym produkował produkty niepełnowartościowe, wymagające powtórnej przeróbki (kruszywo wymagające powtórnego przesiania, kruszenia, suszenia, płukania).
- By moi pracownicy i maszyny czekały (na wydobycie kruszywa, na jego przeróbkę, na ładowarkę, na koparkę, na części zamienne, na paliwo, na obsługę, na usunięcie awarii).
- By produkt był nadmiernie przetwarzany (płukanie kruszywa, które tego nie wymaga; udział frakcji droższej powyżej poziomu wymaganego przez klienta; zbyt wysoka jakość).
- Bym produkował towary niezamówione (zbyt wcześnie; zbyt dużo; według własnych receptur a nie potrzeb klienta; produkując szybko kosztem niższego uzysku najlepszych frakcji; goniąc za redukcją kosztu jednostkowego).
- By moi pracownicy wykonywali zbędne prace (wchodzenie po drabinie; szukanie narzędzi; pokonywanie pieszo kilometrów do urządzeń; docieranie z trudem do mocowań podczas napraw i przezbrojeń, kilkukrotne podjeżdżanie pod hałdę/ścianę by nabrać kruszywo; dosypywanie auta przy załadunku).
- Bym gromadził zapasy (produkt, który leży i czeka dni, tygodnie, miesiące lata na klienta lub dalsze przetworzenie; który trzeba przewozić, przetwarzać, omijać, objeżdżać, poprawiać, zliczać).
- Bym transportował produkt (wożenie ładowarkami, rurociągami, przenośnikami, wozidłami).
- Bym nie słuchał opinii i pomysłów własnej załogi?
Kiedy przemyślimy powyższe pytania, zdamy sobie sprawę, że tona naszego kruszywa będzie dla klienta warta dokładnie tyle samo i zapłaci on tę samą cenę, niezależnie czy wytworzę produkt wykonując, czy też nie wykonując aktywności z powyższej listy. Wszystkie te zajęcia zajmują czas, wymagają nakładów, a więc zwieszają nasz koszt wytworzenia, bez generowania dla nas większej marży.
Po co więc ja oraz moi ludzie i maszyny je wykonują?
Odpowiedź na to pytanie może być dla wielu dużym zaskoczeniem i punktem zwrotnym w dotychczasowej pracy. Tak dużym, że potrzeba będzie kilku dni, by wrócić do równowagi. Jedno jest pewne – jeżeli wnikliwie i uczciwie odpowiemy na powyższe pytania, od tego momentu będziemy „polować na 8 marnotrawstw”.
By zauważyć te 8 marnotrawstw Lean zakłada przeprowadzenie obserwacji i pomiarów, docieranie do przyczyn źródłowych. Aktywności te muszą odbywać się zgodnie z zasadą genchi genbutsu (japoński termin oznaczający konieczność weryfikowania i wszystkich informacji osobiście) w gemba (japoński termin oznaczający miejsce, gdzie dany proces się odbywa). Nie możemy zatem przeprowadzić ich zza biurka, oprzeć się na relacjach czy raportach. Musimy osobiście pójść i zobaczyć proces. Musimy go zrozumieć. Nie raz, nie dwa, by tak się stało, będziemy musieli osobiście wykonać obserwowaną czynność.
Przykład:
Uznajemy, że naszym problemem jest nadmierne użycie paliwa w ładowarce. Pracujemy od lat w zakładzie i od razu sugerujemy poniższe, dobrze znane rozwiązania:
- zakup większej ładowarki lub większej łyżki tak, by ograniczyć ilość cykli potrzebnych do załadunku,
- szkolenie dla operatorów i egzekwowanie odpowiedniego poziomu obrotów pod obciążeniem,
- „nieżyłowanie” maszyn,
- eliminacja biegów jałowych,
- zmniejszenie odległości między linią produkcyjną a magazynem, ścianą eksploatacyjną.
Wnioski te są jak najbardziej zasadne, jednak wymagają inwestycji, szeregu zabiegów poza naszymi kompetencjami oraz wprowadzenia dodatkowych sposobów kontroli pracowników. Jeżeli jednak pójdziemy na miejsce i przeprowadzimy cało-zmianową obserwację pracy ładowarki (np. stojąc na skarpie, czy jeżdżąc w kabinie z operatorem) pod kątem 8 marnotrawstw zauważymy, że maszyna wykonuje szereg czynności niezwiązanych z załadunkiem surowca czy produktu (czasy w minutach):
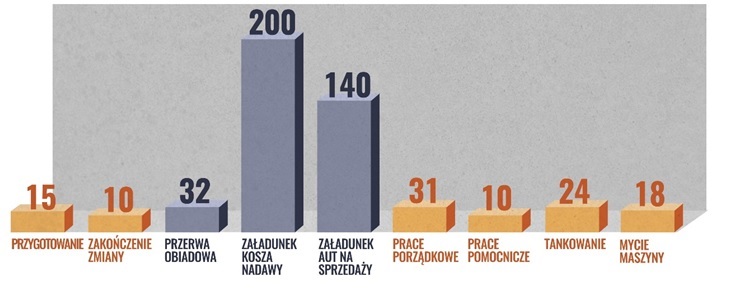
Na szaro zaznaczone są czynności dodające wartość, które musimy wykonywać, by wyprodukować i dostarczyć towar. Pomarańczowe to czynności, które wykonujemy z własnej inicjatywy – są one marnotrawstwem wg Lean, gdyż czy będą wykonane czy też nie, dla klienta nie ma to znaczenia (a stanowią aż 22% czasu pracy ładowarki!). Przyjrzyjmy się zatem głównie „czerwonym” słupkom – porządkowaniu zakładu. Przeprowadzamy kolejne obserwacje, obchodząc wszystkie miejsce, które porządkuje ładowarka:
- kruszywo pod przesypami między przenośnikami,
- kruszywo wzdłuż przenośników,
- kruszywo pod przesiewaczami,
- kruszywo z dróg przejazdowych,
- kruszywo spod kruszarek,
- podgarnianie stożków.
Mamy teraz do dyspozycji zestaw szans-problemów, które musimy rozwiązać, by odzyskać 31 minut pracy ładowarki na zmianę. I to kolejna zasada Lean: traktowanie problemów jako szans na polepszenie procesu oraz ich rozwiązywanie – na zawsze. Rozwiązaniem nie może być zlecenie operatorowi, by porządkował zakład szybciej. Rozwiązanie to eliminacja/redukcja konieczności wykonywania wartości czy czynności, która nie przynosi korzyści. W tym celu powtarzamy proces genchi genbutsu dla wybranego problemu. Udajemy się osobiście w jedno ze zidentyfikowanych miejsc, przykładowo weźmy kruszywo pod przenośnikami. Idąc w to miejsce i widząc rozsypany materiał, zapewne pojawi się myśl, że winny jest zużyty zgarniacz. Nie ulegajmy jednak pokusie oparcia się na niesprawdzonym założeniu.
Po dotarciu na miejsce stwierdzamy, że rzeczywiście zgarniacz jest zużyty. I tu kolejna pokusa zlecenia od razu jego wymiany naszym mechanikom i powrotu do ciepłego biura z poczuciem świetnie wykonanej pracy. Powinniśmy jednak dalej obserwować. Zmiana spędzona na obserwacji może doprowadzić nas do zauważenia, iż uszkodzony zgarniacz jest jedną z mniejszych przyczyn zalegania kruszywa pod przenośnikiem, zaś główną bolączką jest fakt, iż przy zatrzymaniu linii produkcyjnej nie zatrzymuje się od razu poprzedzający przenośnik. Następuje kumulacja kruszywa i przesypanie się przenośnika. Mamy! Należy zatem zmienić układ sterowania tak, by zatrzymywały się jednocześnie. Nie jest to jednak jeszcze przyczyna źródłowa. Przeprogramowanie układu zatrzymywania zminimalizuje nam skutek zatrzymywania awaryjnego linii, ale nie rozwiąże problemu z jej zatrzymywaniem. Należy więc kontynuować obserwacje, by zrozumieć dlaczego linia zatrzymuje się awaryjnie (np. uszkodzony przełącznik elektryczny) i dopiero rozwiązanie tego problemu będzie uznane w koncepcji Lean za właściwe.
Reasumując – jednym z powodów bezużytecznej z punktu widzenia klienta pracy ładowarki przez 31 minut na każdej zmianie jest uszkodzony przełącznik elektryczny. Jednak nie kończy to zakresu naszych prac, ponieważ wykrycie i naprawa problemu nie jest końcem procesu wg Lean. Musimy zadbać, by taka awaria się więcej nie powtórzyła. Zatem szkolimy pracownika, ustalamy najlepszy sposób pomiarów (np. umieszczamy okresową kontrolę przełącznika w karcie pracy operatora odpowiedzialnego za dany obszar lub pracownika działu Utrzymania Ruchu) oraz regularnie kontrolujemy to miejsce. Nadzór odbywa się nie po to, żeby skontrolować pracownika, ale aby okazać szacunek pracownikom utrzymującym miejsce w uzgodnionym standardzie.
„Powyższy tekst jest częścią artykułu naszego (Leanhill) autorstwa, jaki ukazał się w numerze 4_5/2015 pisma Maszyny i Surowce Budowlane”




Comment (1)
[…] Nie marnuj zasobów na 8 sposobów. […]